

Cấu tạo và vai trò của mảnh dao tiện CNC trong gia công
I. Tổng quan về hệ thống dao tiện CNC
Trong gia công cơ khí hiện đại, dao tiện CNC không còn chỉ là một dụng cụ cắt đơn lẻ mà là một hệ thống hoàn chỉnh. Hiệu quả của quá trình tiện phụ thuộc vào sự phối hợp giữa ba yếu tố chính:
- Máy tiện CNC
- Vật liệu gia công
- Hệ thống dao tiện (mảnh dao + cán dao)
Khi các yếu tố này tương thích tốt, quá trình gia công sẽ đạt được:
- Độ chính xác cao
- Bề mặt đẹp
- Thời gian gia công tối ưu
Ngược lại, nếu lựa chọn dao không phù hợp, dễ xảy ra rung động, mòn dao nhanh và sai số kích thước.
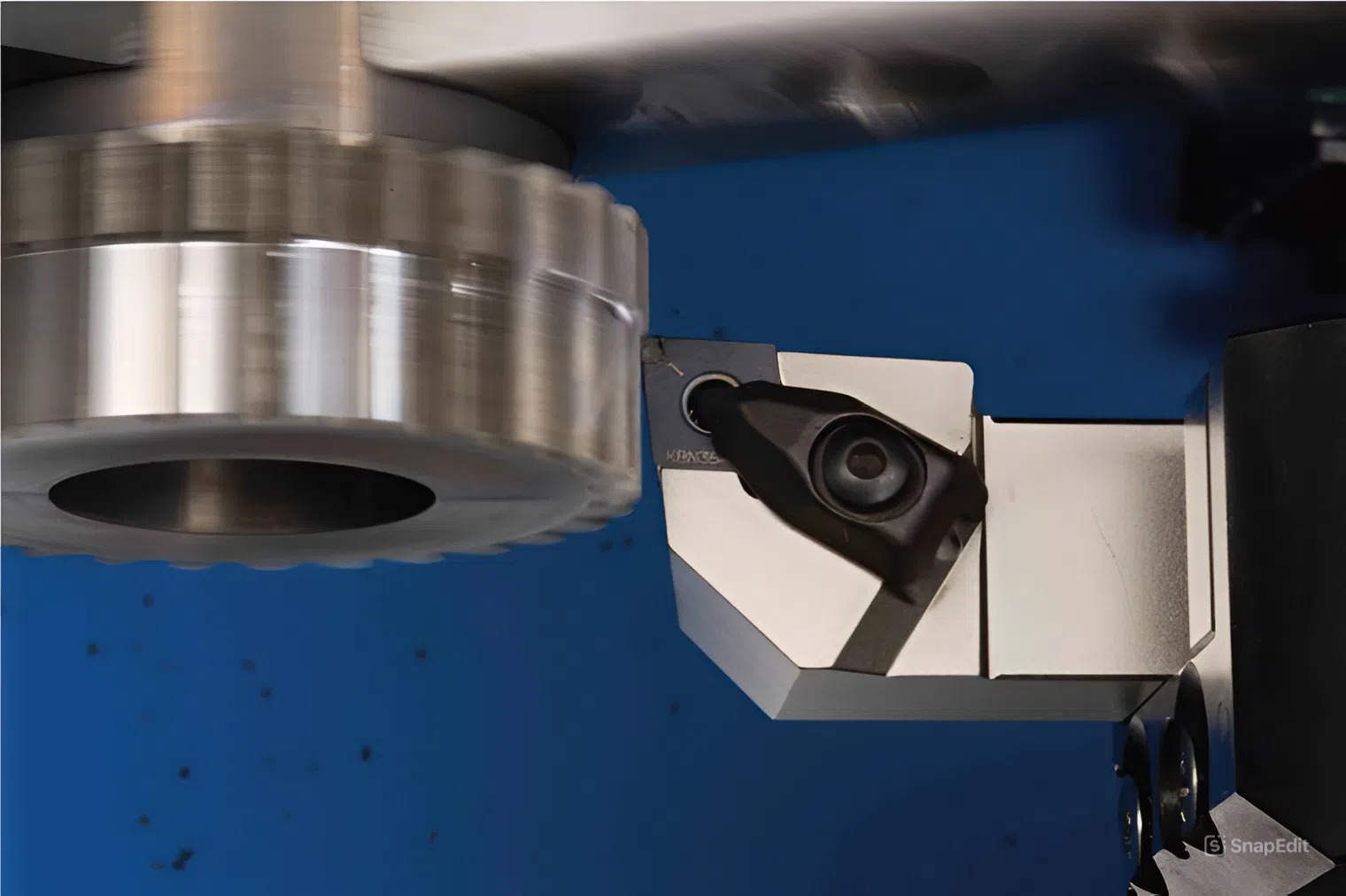
II. Mảnh dao tiện – phần trực tiếp cắt gọt
Mảnh dao tiện (insert) là bộ phận tiếp xúc trực tiếp với vật liệu, chịu lực và nhiệt lớn nhất trong quá trình gia công. Vì vậy, đây là yếu tố quyết định lớn đến hiệu suất cắt.
1. Phân loại cơ bản
Có thể chia mảnh dao tiện thành hai nhóm chính:
- Mảnh dao tiện ngoài: dùng để gia công bề mặt ngoài chi tiết
- Mảnh dao tiện móc lỗ: dùng cho gia công bên trong (lỗ)
Mỗi loại sẽ có thiết kế khác nhau để phù hợp với điều kiện làm việc:
- Tiện ngoài: ưu tiên độ cứng, chịu lực lớn
- Tiện trong: ưu tiên giảm lực cắt, dễ thoát phoi
2. Ảnh hưởng của hình dạng mảnh dao
Hình dạng mảnh dao ảnh hưởng trực tiếp đến lực cắt và độ ổn định:
- Góc lớn (80°, tròn):
→ cứng vững, phù hợp tiện thô - Góc nhỏ (35°):
→ linh hoạt, tiện biên dạng
Ngoài ra, bán kính mũi dao (RE) cũng rất quan trọng:
- RE lớn → bề mặt đẹp hơn nhưng dễ rung
- RE nhỏ → ổn định hơn nhưng bề mặt kém mịn hơn
3. Mảnh dao chuyên dụng
Một số loại mảnh dao được thiết kế riêng cho từng ứng dụng:
- Mảnh dao tiện ren: tạo hình ren chính xác theo tiêu chuẩn
- Mảnh dao cắt rãnh / cắt đứt: làm việc trong điều kiện lực cắt lớn, cần độ ổn định cao
Các loại mảnh này giúp tăng độ chính xác và giảm sai sót trong các nguyên công đặc biệt.
III. Cán dao tiện – nền tảng của độ ổn định
Nếu mảnh dao là phần “cắt”, thì cán dao chính là phần “giữ và truyền lực”.
1. Vai trò của cán dao
Cán dao có nhiệm vụ:
- Giữ mảnh dao cố định
- Truyền lực cắt về máy
- Giảm rung động
Độ cứng vững của cán dao ảnh hưởng trực tiếp đến:
- Độ chính xác
- Tuổi thọ dao
- Chất lượng bề mặt
2. Hệ thống kẹp và tiêu chuẩn
Cán dao tiện hiện nay được sản xuất theo tiêu chuẩn ISO, giúp:
- Dễ lựa chọn
- Dễ thay thế
- Tăng tính linh hoạt trong sản xuất
Các kiểu kẹp phổ biến:
- Kẹp vít
- Kẹp đòn bẩy
- Kẹp kết hợp
Mỗi loại phù hợp với từng nhu cầu gia công khác nhau.
3. Cán dao chống rung
Trong gia công, rung động là một trong những vấn đề lớn nhất, đặc biệt khi:
- Tiện lỗ sâu
- Gia công chi tiết dài
- Dao vươn dài
Cán dao chống rung được thiết kế với cơ chế giảm chấn bên trong, giúp:
- Giảm rung hiệu quả
- Tăng độ ổn định
- Cải thiện bề mặt gia công
Nhờ đó, có thể gia công sâu hơn và tăng thông số cắt mà vẫn đảm bảo chất lượng.
IV. Vai trò của hệ thống dao tiện trong tối ưu gia công
Một hệ thống dao tiện tốt không chỉ giúp cắt được vật liệu mà còn giúp tối ưu toàn bộ quá trình:
1. Kiểm soát phoi
Phoi cần được kiểm soát tốt để tránh:
- Kẹt dao
- Xước bề mặt
- Gãy mảnh
Việc chọn đúng hình học bẻ phoi sẽ giúp phoi ngắn và dễ thoát hơn.
2. Giảm rung và tăng độ ổn định
Sự kết hợp đúng giữa:
- Mảnh dao
- Cán dao
- Thông số cắt
→ giúp giảm rung, tăng độ chính xác và tuổi thọ dao.
3. Tối ưu chi phí sản xuất
Khi sử dụng hệ thống dao phù hợp:
- Giảm hao mòn dao
- Giảm thời gian dừng máy
- Tăng năng suất
→ từ đó giảm chi phí tổng thể.
V. CÂU HỎI THƯỜNG GẶP (FAQ)
- Tại sao cần phải phân biệt Mảnh dao tiện ngoài và Mảnh dao tiện móc lỗ?
Mảnh dao tiện ngoài và mảnh dao tiện móc lỗ được thiết kế cho các điều kiện làm việc khác nhau. Tiện ngoài có không gian thoát phoi rộng và độ cứng vững cán dao cao. Ngược lại, tiện móc lỗ (tiện trong) phải làm việc trong không gian hẹp, dễ kẹt phoi và cán dao dễ bị rung động. Do đó, mảnh dao tiện móc lỗ (Internal Boring Insert) thường có hình học sắc bén hơn, góc thoát lớn hơn và thiết kế bẻ phoi tối ưu cho khả năng thoát phoi theo hướng ngược lại, nhằm giảm lực cắt và tăng độ ổn định.
- Ký hiệu ISO của Mảnh dao tiện cho chúng ta biết những thông tin gì?
Ký hiệu ISO của mảnh dao tiện (ví dụ: CNMG 120408) là một "ngôn ngữ" tiêu chuẩn quốc tế cung cấp tất cả các thông số kỹ thuật cốt lõi. Trong ví dụ trên:
- CNMG:Hình dạng (C-80°), góc thoát (N-0°), dung sai (M), và kiểu bẻ phoi/lỗ kẹp (G).
- 12:Chiều dài cạnh cắt danh nghĩa (12mm).
- 04:Độ dày mảnh dao (4.76mm).
- 08: Bán kính mũi dao (0.8mm, tính bằng 0.1mm).
Việc hiểu rõ ký hiệu này giúp kỹ sư dễ dàng lựa chọn mảnh dao chính xác, đảm bảo tương thích với cán dao tiện hiện có.
- Khi nào tôi bắt buộc phải sử dụng Cán dao chống rung?
Bạn nên sử dụng cán dao chống rung (Anti-Vibration Bar) khi tỉ lệ độ vươn dài của dao/chi tiết so với đường kính (L/D) vượt quá 4:1. Điều này đặc biệt áp dụng cho:
- Tiện móc lỗ sâu (Internal Boring).
- Tiện các chi tiết mỏng, dài.
- Tiện với tốc độ chạy dao và chiều sâu cắt lớn khi yêu cầu độ bóng bề mặt cao.
Cán dao chống rung giúp triệt tiêu rung động, tăng tuổi thọ mảnh dao tiện và cải thiện chất lượng bề mặt lên gấp nhiều lần.
- Mảnh dao tiện ren toàn phần (Full Profile) khác gì so với bán phần (Partial Profile)?
Mảnh dao tiện ren toàn phần (Full Profile) được thiết kế để cắt hoàn chỉnh cả sườn ren, đỉnh ren và đáy ren trong một lần cắt. Ưu điểm là đảm bảo độ chính xác biên dạng ren cao nhất và không yêu cầu phải tiện chính xác đường kính trục trước khi tiện. Ngược lại, mảnh dao bán phần (Partial Profile) chỉ cắt sườn ren; đỉnh và đáy ren phải được chuẩn bị trước bằng tiện ngoài. Mảnh bán phần linh hoạt hơn vì một mảnh có thể tiện nhiều bước ren khác nhau (cùng góc biên dạng).
- Góc vào của Dao tiện (Entering Angle) ảnh hưởng đến điều gì?
Góc vào (còn gọi là góc tiếp xúc chính) là góc giữa cạnh cắt chính và hướng chạy dao. Góc vào ảnh hưởng trực tiếp đến:
- Độ dày phoi:Góc vào nhỏ hơn 90° sẽ làm giảm độ dày phoi thực tế, cho phép tăng lượng chạy dao.
- Hướng lực cắt:Góc vào nhỏ hơn sẽ hướng lực cắt về phía mâm cặp, tăng độ ổn định và giảm rung động.
- Khả năng tiện vai:Góc vào 90° (hay 0° góc dẫn) là lý tưởng để tiện vai vuông góc.
- Làm thế nào để chọn đúng cán dao tiện cho mảnh dao tiện móc lỗ micro?
Khi chọn cán dao tiện móc lỗ (Internal Boring Bar) micro (đường kính cán $\le$ $\text{8mm}$), cần ưu tiên loại cán có đường kính nhỏ nhất có thể lắp vừa vào lỗ, nhưng vẫn đảm bảo độ cứng vững. Cán dao tiện móc lỗ micro thường được làm từ carbide (hợp kim cứng) nguyên khối thay vì thép để tăng độ cứng vững. Đồng thời, phải chọn mảnh dao tiện móc lỗ có góc thoát dương và bán kính mũi nhỏ (ví dụ RE=0.2mm) để giảm lực cắt và đảm bảo thoát phoi trong không gian hẹp.
- Vai trò của hệ thống kẹp gá (Clamping System) trên cán dao tiện là gì?
Hệ thống kẹp gá trên cán dao tiện đảm bảo mảnh dao được định vị chính xác và được giữ chặt trong suốt quá trình chịu lực cắt và rung động. Một hệ thống kẹp gá kém có thể dẫn đến mảnh dao bị dịch chuyển, gây ra sai số kích thước hoặc thậm chí làm gãy mảnh dao. Các hệ thống kẹp tiên tiến không chỉ tăng lực kẹp mà còn cải thiện khả năng lặp lại vị trí sau mỗi lần thay mảnh.
- Lựa chọn mảnh dao tiện với góc thoát dương (Positive) hay âm (Negative)?
- Mảnh dao tiện Âm (Negative):Góc thoát 0°. Mảnh có hai mặt cắt (kinh tế), độ bền lưỡi cắt cao, lý tưởng cho gia công thô nặng, vật liệu cứng (gang, thép). Yêu cầu lực cắt lớn hơn.
- Mảnh dao tiện Dương (Positive):Góc thoát >0°. Mảnh chỉ có một mặt cắt (hoặc hai mặt nhưng không thể đảo ngược), lưỡi cắt sắc hơn, tạo lực cắt thấp hơn. Lý tưởng cho gia công tinh, vật liệu mềm (nhôm, thép không gỉ), và tiện móc lỗ, nơi cần giảm thiểu rung động và lực tác động lên chi tiết.
Liên hệ tư vấn kỹ thuật
Nếu doanh nghiệp của bạn đang gặp khó khăn trong việc lựa chọn dụng cụ, vận hành, bảo trì hoặc tối ưu hiệu suất thiết bị CNC — Sandatool sẵn sàng hỗ trợ.
Liên hệ ngay với Sandatool để được tư vấn miễn phí về:
- Lựa chọn dụng cụ cắt
- Phương án gá kẹp
- Lập trình đường chạy dao phù hợp
Hotline/Zalo: 0908 237 985
Website: www.sandatool.com.vn
Địa chỉ: 32 Đông Hưng Thuận 11, P. Đông Hưng Thuận, Tp. HCM.